

关键字:
· 静态或冲击载荷
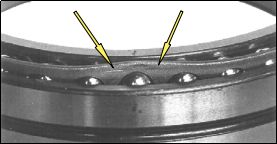
典型安装损坏的根本原因是使用不合适的工具。保持器被击中(2倍)并发生塑性变形。
超载变形是由静力或冲击载荷引起导致塑性变形,而且错误的操作也会导致类似的损坏。
通常情况下,过载冲击和敲击的结果是相似的,因此将它们合并为一种失效模式。
在这里,滚动体被直接冲击,滚道和滚动体发生塑性变形;如果这些轴承工作, 将会产生噪音和振动。
如果安装力作用在错误的套圈上,使其通过滚动体传递载荷,或者轴承在不运行时受到异常载荷,则滚道和滚动部件可能会凹陷(布氏压痕)。凹痕之间的距离为滚动体元件的间距。
轴承内圈(紧密配合)已安装在轴上,通过将安装力从外圈传递到球的内圈上。这是一个轴向冲击力(冲击),破坏位置间距是滚道在滚动元件距离(轴向位移到肩膀也是其标志)。
安装圆柱滚子轴承时,带滚子和保持架总成的套圈往往是歪斜进入的,没有旋转。滚动体会划伤另一圈的滚道,造成长而横向的条纹(犁地)。对于较大的轴承,使用安装套筒。
处理有时是至关重要的,无论是在制造,运输,库存或安装!不良处理的特点是局部超载,造成'刻痕'的硬和尖锐的物体,主要是滚动元素。在使用中,轴承很快就会有噪音(见下图)。
关键字:
· 重载
外来颗粒(污染物),如屑和毛刺,已进入轴承造成压痕时,滚道滚入滚动元件。产生压痕的颗粒不一定是硬的。即使是用于干燥的薄纸片和棉线也是有害的。
这三张图片(见下图)展示了这种危害是如何形成的。由轴承失效(内圈向你旋转,滚动部件远离你)。v形是滚珠轴承压痕损伤的典型标志。最初的剥落向背面呈v形展开。
如果润滑油中含有污染物颗粒,则在滚动接触过程中有对表面造成严重压痕的危险。凸起的材料,由于塑性变形,造成疲劳。其原因是压痕周围凸起边缘的载荷集中。
当疲劳达到一定程度时,会导致从压痕的远端开始的过早剥落(见下图)。
剥落始于表面的裂缝,比正常剥落发生得更快。这就是为什么它被称为过早。
压痕影响的寿命需要增加一个修正系数,计算所需的最重要的操作数据是轴承类型和尺寸、转速、轴承载荷、工作温度下的油粘度以及污染颗粒的尺寸、硬度和浓度。润滑剂的清洁度和安装过程中的小心处理当然是防止严重压痕的重要因素。
下图是很好的压痕失效图片(球面滚子轴承)。
从右向左方向旋转。一种相当大的污染物被困在跑道上并溢出。在凹痕的底部,磨痕线依然清晰可见,凹痕周围凸起的边缘也清晰可见。在凹痕的左边,有一个大的剥落(黑色),材料不见了。也有一些裂缝,这些材料将要剥离。
等造纸和很难有足够的密封和保持两者等价的污染物,其结果是早期轴承损坏和失效(剥落),由于高应力在凹痕在滚道上。
这张大型球面滚子轴承的图片就是一个很好的例子。


 客服1
客服1  客服2
客服2